What belongs to fermented milk products? (list). Prices for dairy products Whole milk products
Milk is a natural, highly nutritious product that includes all the substances necessary to support life and development of the body for a long time (it is separated by the mammary gland during the period of feeding the young).
Milk improves the ratio of the constituent parts of the diet. It contains all the nutrients necessary for the human body (proteins, fats, carbohydrates, minerals, vitamins) in an easily digestible form, while the ratio of nutrients in milk is optimal to meet the body's needs for them.
Dairy product classification
Milk is the secretion of the mammalian mammary gland. Milk is synthesized from blood constituents. For the formation of 1 liter of milk, 540 liters of blood must pass through the udder of a cow.
"Milk- this is an amazing food prepared by nature itself ", - wrote academician I. P. Pavlov. Milk contains all the nutrients necessary for a person: proteins, fats, carbohydrates, vitamins, minerals, enzymes, hormones, immune bodies. the composition of milk depends on many factors: the quality of the feed, the season, the age of the animal, its breed, etc.
The nutritional value... The content in cow's milk ranges from 2.7 to 3.8%. The main proteins of milk - casein (2.7%), albumin (0.4%), globulin (0.12%) - are complete in terms of amino acid composition. They have a high nutritional value and good digestibility (96%).
Milk sugar (lactose) found only in animal milk. In cow's milk, lactose contains an average of 4.7%. The sweetest milk is mare (up to 7% lactose). An important property of lactose used in the manufacture of fermented milk products is the ability to ferment under the influence of lactic acid and propionic acid bacteria, as well as yeast with the formation of lactic acid, alcohol, carbon dioxide, butyric and citric acids. When heated, lactose reacts with amino groups of proteins and free amino acids - the reaction of melanoidin formation. As a result of the reaction, dark-colored compounds are formed - melanoidins, which give the milk a brown tint (the color of baked milk).
Milk is a good source, especially calcium and phosphorus, which are found in milk in an easily digestible form and in a well balanced ratio (1: 1.5).
Almost all vitamins are contained in milk in small amounts: fat-soluble - A, D, E; water-soluble - B 1, B 2, B 6, B 12, PP, etc. Immune bodies of milk prevent the development of pathogenic (pathogenic) bacteria, neutralize the poisonous products of their vital activity. During heat treatment of milk (pasteurization, sterilization), as well as during storage, the immune bodies are destroyed.
Various enzymes are present in milk: the activity of some of them is used to judge the quality and preservation of milk. So, for example, the phosphatase enzyme is destroyed during prolonged pasteurization, therefore, the phosphatase activity serves as a criterion for the presence of impurities of raw milk in pasteurized or the quality of heat treatment (pasteurization) of milk. The activity of the reductase enzyme is used to judge the bacterial contamination of milk (reductase test).
Daily physiological norms of consumption of milk and dairy products for an adult are: whole milk - 500 g; butter - 15 g; cheese - 18 g; cottage cheese - 20 g; sour cream - 18 g.
Classification of dairy products. The group "dairy products" is formed on the basis of raw materials, since milk is the main raw material for goods belonging to this group.
Dairy products are divided into the following subgroups:
- drinking milk and cream;
- dairy products;
- cow butter (butter and ghee);
- cheeses (rennet and fermented milk);
- canned milk (condensed) and dry milk products;
- ice cream.
Milk classification
All types of milk differ primarily in the content of CO MO. on food additives and fillers, as well as on the method of heat treatment.
When developing this or that type of milk, first of all, the taste habits of the multinational population of our country, the dietary value of the product and the efficiency of its production are taken into account.
According to the technical regulations for milk and dairy products, which entered into force in December 2008, and the current standards, the following basic terms are currently adopted to characterize milk and dairy products:
Milk- a product of normal physiological secretion of the mammary glands of farm animals, obtained from one or more animals during lactation during one or more milking, without any additions to this product or extraction of any substances from it;
Milk products- milk processing products, including a dairy product, a dairy compound product, a milk-containing product, a by-product of milk processing;
Milk product- a food product that is made from milk and (or) its components without the use of non-dairy fat and protein, and which may contain components that are functionally necessary for milk processing;
Dairy compound product- a food product made from milk and (or) dairy products without or with addition of milk processing by-products and non-dairy components that are not added to replace milk constituents. This finished product must contain more than 50% of the constituent parts of milk, more than 40% in ice cream and sweet milk processing products;
Secondary milk raw materials- a by-product of milk processing, a dairy product with partially lost identification or consumer properties (including such products recalled within their shelf life, but meeting safety requirements for food raw materials), intended for use after processing;
Milk processing by-product- a by-product obtained during the production of milk processing products;
Milk drink- a dairy product made from concentrated or condensed milk or whole milk powder or skimmed milk powder and water.
Depending on the degree and type of processing the following types of milk and dairy products are distinguished:
- raw milk - milk that has not undergone thermal treatment at a temperature of more than 40 ° C or processing, as a result of which its constituent parts change;
- drinking milk - milk with a fat mass fraction of not more than 9%, produced from raw milk and (or) dairy products and subjected to heat treatment or other processing in order to regulate its constituents (without the use of whole milk powder, skimmed milk powder);
- whole milk - milk, the constituent parts of which have not been influenced by their regulation;
- standardized milk - milk, the values of the mass fraction of fat or protein, or SNF of which are brought in accordance with the norms established in the normative or technical documents;
- reconstituted milk - a milk drink made by adding drinking water to a concentrated, condensed or dry milk processing product until the corresponding organoleptic and physicochemical properties of the product are achieved, which has not been concentrated, condensed or dried.
Milk classification by type of heat treatment provides for the following division:
- baked milk - drinking milk subjected to heat treatment at temperatures from 85 to 99 ° C with an exposure time of at least 3 hours until specific organoleptic properties are achieved;
- pasteurized, sterilized, UHT-processed milk - drinking milk subjected to heat treatment in order to comply with the established requirements for microbiological safety indicators;
- thermized milk - milk that has undergone health improvement at a temperature of 60-68 ° C with an exposure time of up to 30 s. This processing is carried out either at the beginning or at the end of the technological process for the production of dairy products.
Depending on the mass fraction of fat contained in milk, it is divided into skim, low-fat, low-fat, classic and high-fat.
Classification and assortment of milk
Pasteurized cow's milk intended for human consumption is subdivided into natural, whole (normalized or reconstituted), high fat, baked, protein, fortified, low-fat, malted, and sterilized - into ion exchanger, vitalactat-DM, whole with cocoa or coffee.
Natural- full-fat milk that does not contain any impurities. Such milk may contain different fat content and other constituents. It serves as a raw material for the production of other types of milk, as well as dairy products.
Normalized - milk, the fat content of which has been brought to the norm of 2.5-3.2%. Depending on the fat content of the original milk, it is normalized with skim milk or cream according to the calculation, followed by homogenization, pasteurization and cooling.
Refurbished- milk with a fat content of 2.5-3.2%, produced in whole or in part from spray-dried cow's milk powder, sweetened condensed milk, whole and low-fat; from non-canned skim milk; from cream, butter and ghee.
High fat milk - milk, brought with cream to a fat content of 6% and homogenized.
Melted - milk, which is brought with cream to a fat content of 6%, is subjected to homogenization and prolonged heat treatment at a high temperature.
Protein- milk with a high content of dry fat-free substances, produced from milk normalized in terms of fat content, with the addition of dry or condensed whole or skim milk.
Fortified- whole or low-fat pasteurized milk with added vitamin C.
Non-greasy(skim) milk is obtained by separating whole milk.
Malt - milk produced from normal iso wan pasteurized milk with the addition of malt extract rich in carbohydrates, vitamins, proteins, biologically active elements. Milk contains 1.5% fat; characterized by high density (not less than 1040 kg / m 3), slightly sweetish taste, smack and aroma of malt. Milk is allowed to contain sediment, small particles of flour and malt, as well as a grayish tint.
Sterilized milk in bottles("Mozhaiskoye") contains 8.2% fat; its taste, smell and color are the same as that of baked milk.
Sterilized milk in bags contains 3.5% fat; in taste, smell and color, it must correspond to pasteurized. Milk is stored without access to light at a temperature not exceeding 20 ° C for 10 days.
Ionic milk it has a low calcium content. In the child's stomach, it curdles to form a delicate, easily digestible clot. Ionic milk is produced without additives, with vitamins B and C, sweet (contains 7-7.5% sugars), sweet with vitamins. This milk is packaged in 200 ml bottles and sterilized in autoclaves.
Vitalakt-DM- baby milk, which in chemical composition is close to mother's milk. It is produced from high-quality whole milk enriched with whey proteins, polyunsaturated fatty acids, complex sugars, fat- and water-soluble vitamins, and iron. This milk contains 3.6% fat, its density is 1.036 g / cm 3.
The shelf life of ion exchange milk and vital acta-DM is no more than 48 hours at a temperature not exceeding 8 ° C.
Milk can be classified according to the characteristics of milk obtained from various animals. Along with cow milk for nutrition and production of dairy products, milk from other farm animals - sheep, goats, mares, camels, buffaloes, etc. is used. The milk of these animals has differences in the quantitative content of basic substances and in the qualitative composition of proteins and fat.
Sheep's milk - white with a yellowish tinge, viscous liquid with a characteristic odor and sweetish aftertaste. Compared to cow, it is more than 1.5 times richer in fat (5.4-8.5%) and protein, due to the high content of protein and salts, it is characterized by high acidity (20-28 ° T). The fat of sheep's milk contains more capric acid. The melting temperature of fat in sheep's milk is 35-38 ° C, fat globules are larger than in cow's milk. The density of sheep milk is 1035-1040 kg / m 3. Milk has a high biological value, contains significant amounts of essential amino acids, vitamins C, A, B, B2. It is mainly used for making feta cheese and other brine cheeses.
Goat milk in chemical composition and some properties it is similar to cow. It contains more protein, fat and calcium, but less carotene and is less heat-stable due to its high calcium content. Fat globules are smaller than in cow, more capric and linoleic acids. Goat's milk is better absorbed by the human body than cow's milk, it is used for baby food, and mixed with sheep's milk - for making feta cheese and brine cheeses.
Mare's milk called albumin - the ratio of casein to albumin in it is 1: 1. It is a liquid of sweet taste, white with a bluish tinge; It differs from cow's in a higher lactose content, lower amount of fat, salts and proteins. When souring and under the influence of rennet, this milk will not clot, casein falls out in the form of small tender flakes, almost without changing the consistency of milk. The acidity of milk is 5-7 ° T, the content of vitamin C is 250-330 mg / kg. The fat of the mare's milk is more fusible (21-23 ° C), the fat globules are smaller than that of cow's milk. It has high bactericidal properties, in composition and properties it differs little from the female one. It is used for the preparation of kumis - a valuable dietary and medicinal product.
Reindeer milk characterized by a special density and exceptional nutritional value. It resembles cream in its density. It is usually diluted when consumed. Due to the large amount of fat, reindeer milk goes rancid very quickly.
Classification and assortment of milk. Cream. Assessment of the quality, conditions and terms of storage of milk and cream
Classification and assortment of drinking milk... According to its composition, milk is divided into natural: whole (natural, unchanged), normalized by fat content (fat content brought to a certain value), skim and reconstituted, which is obtained from dry whole or skim milk, often mixed with natural milk. By the type of heat treatment, milk is classified into pasteurized and sterilized.
There are the following types drinking milk:
- pasteurized (various fat content - 1.5; 2.5; 3.2; 3.5; 6% and low-fat);
- sterilized (various fat content - 0.5; 1.5; 1.8; 2; 2.5; 3.2; 3.5; 3.6; 4; 5.5; 6%). Sterilized milk includes milk obtained using high-temperature technology (HTT or UHT), which involves rapid heating within 4-5 seconds to a temperature of 140 ° C, rapid cooling and aseptic filling (in sterile containers under sterile conditions). This is how milk "House in the village", "Mila Mila", "Lianozovskoe", "Tsaritsinskoe", etc. are made. In addition, milk "Mozhaiskoye", produced according to a special technology, is referred to as sterilized milk;
- rendered (with a fat content of 4 and 6%), obtained by long exposure (for 5-6 hours) at a temperature of 95-98 ° C;
- protein (with a fat content of 1 and 2.5%) - with an increased concentration of proteins due to the addition of skimmed milk powder;
- enriched with fillers: fortified (with vitamin C - 0.05; 2.5; 3.2%; with a complex of vitamins and minerals - different fat content), with flavoring fillers (chocolate, strawberry, banana, etc. - different fat content);
- for young children (ion exchange milk, which is similar in composition to human milk by replacing calcium and magnesium ions with potassium and sodium ions; vitalact DM, etc.).
Cream differ from milk in a higher milk fat content. They are obtained by separating milk. Cream is used as a raw material in the manufacture of sour cream and butter, as well as an independent food product. They produce pasteurized cream (10, 20 and 35%), sterilized (10 and 20%), with sugar and flavorings (cocoa, coffee, etc.).
Quality assessment of milk and cream... The quality of milk and cream is assessed by organoleptic, physicochemical and bacteriological indicators. The organoleptic indicators include the appearance and consistency, color, taste and smell. The consistency of milk and cream should be uniform, without sediment, for cream - without stray lumps of fat and protein flakes. Color - white with a slightly yellowish or creamy tinge (a slightly bluish tint is allowed in low-fat milk). Taste and smell - clean, without foreign tastes and smells.
The main physical and chemical indicators of the quality of milk and cream are the mass fraction of fat (in%, not less), acidity (in Turner's degrees, not more), the absence of phosphatase (in pasteurized milk and cream), for milk - density (g / cm 3 , not less), degree of purity. Bacteriological indications
bodies - the total number of microorganisms in 1 ml of milk (cream) and the titer of bacteria of the group of Escherichia coli (BCGC).
Safety indicators of milk and cream include the content of toxic elements (lead, cadmium, copper, zinc, mercury, arsenic), mycotoxins (aflatoxin M 1), antibiotics, hormonal drugs, pesticides, radionuclides (cesium-134, -137; strontium-90 ), as well as microbiological (sanitary and hygienic) indicators. The specified safety indicators are common for dairy products.
Storage conditions and periods... The temperature of milk and cream upon release from the enterprise should be no more than 8 ° С (pasteurized) and 20 ° С (sterilized). Pasteurized milk and cream are stored at a temperature not exceeding 8 ° C for 36 hours from the end of the technological process. Sterilized milk is stored at a temperature not exceeding 20 ° С - from 10 days to
6 months depending on the type of packaging, sterilization mode and storage temperature, sterilized cream at the same temperature - no more than 30 days.
You can go to the tab, select a product and see detailed information on it: prices, articles, recommendations, applications and offers
Dairy Prices
The dairy market in Russia is gradually sinking again in comparison with the sharp positive jump in 2014. At the end of the first two quarters of 2017, the decline in the production of whole milk products decreased by 2-5% in the regions as a whole due to an increase in import growth. At the same time, prices for dairy products during this period increased from 10 to 25%. This is a fairly high figure, given that the lion's share of compound feed is purchased on the domestic market from "their" farms.
However, during the same period, milk-intensive products show the growth dynamics: yoghurts, cheeses, sour cream, glazed curds, cottage cheese and curd products, butter. The lack of modern equipment, enzyme raw materials, lack of storage resources for the proper storage of semi-finished and finished products have a great impact on the dairy market.
It is predicted that the cost of dairy products will not significantly increase and even, possibly, periodically decrease (promotional shock prices, global sales) due to an increase in stocks of butter (+ 35%), cheese products (+ 65%), drinking milk, etc. kefir (+ 22%) as a result of a decrease in the effective demand of the population.
You can buy "Dessert Zuegg bitter fruit orange" in Moscow for 249 rubles. Buy "Yogurt Rastishka enriched strawberry 2.6%" in Moscow for 37.9 rubles. Buy "Dessert Zott liegeois milk strawberry with creamy mousse 2.4%" in Moscow it is possible for 45.9 rubles, "Campina tender yoghurt product with strawberry juice 1.2%" in Moscow costs 14.9 rubles.
In accordance with the assignment for the five-year plan for the development of the national economy, by the end of the ninth five-year plan (1975), the dairy industry plans to process 38% of the milk received for whole milk products, 6.9% for cheese and feta cheese, 2.4% for canned milk. 2.6% - for powdered milk and cream, 49% - for butter and other products.
Along with the quantitative increase in the output of dairy products, the industry faces the task of improving the quality, expanding the range, improving the nutritional value and taste of products.
The range of dairy products produced by the domestic industry is very wide, it can be conditionally divided into the following groups:
natural dairy products; (dairy products with flavors and aromas;
dairy products with the addition of other food products;
dietetic dairy products prepared in combination with other foods.
Natural dairy products contain only milk constituents. They can be divided into whole milk, fermented milk, protein fermented milk, milk fat.
Whole milk products, that is, products made from whole milk contain all the constituents of milk in various proportions. It can be either a full fat, low fat or low fat product, or a product with a higher solids content due to the addition of dry whole
or skimmed milk powder, condensed milk or other protein milk fortifiers.
The group of fermented milk products includes products made from pasteurized milk using ferments on pure cultures of lactic acid bacteria.
Fermented milk drinks can be full-fat, low-fat or low-fat, contain an increased amount of protein or milk solids due to the addition of dry whole milk or skimmed milk powder, condensed whole milk or skim milk, partial thickening, or the addition of other protein milk fortifiers.
Protein fermented milk products - products with a high content of milk protein obtained as a result of partial removal of whey from the milk curd, which have a specific (thick) consistency. Protein fermented milk products can be full fat, low fat, or low fat.
Milk-fat products contain mainly milk fat and a small amount of milk protein; they are produced from pure fat emulsions or from fat emulsions using ferments prepared on pure cultures of lactic acid bacteria. This group of products includes all types of sour cream, cream and other foods with a high fat content.
Dairy products with flavors and aromas are produced from milk with the addition of * various flavors and aromas (milk with coffee or cocoa, creamy drinks).
They can be liquid or have a thick consistency, as well as full fat, low fat and low fat.
Dairy products with the addition of other food products include all types of semi-finished dairy products, various dairy products in which milk fat is replaced with vegetable fat, as well as dairy products with the addition of flour, cereals and legumes.
The dairy industry of our country still produces little dairy products with the addition of other food products. At the same time, it is well known
but that at home milk is very widely used in combination with other food products. For example, milk soups, milk with buckwheat porridge, cream and sour cream, whipped with jelly, milk jelly, etc. The widespread use of milk in combination with other food products is explained by the fact that dairy products impart special properties to other products, increase their nutritional and biological value. and also contribute to the improvement of taste.
Recently, the domestic food industry began to use milk protein in the preparation of bakery, pasta and confectionery products.
In the meat industry, milk and individual components of milk (protein, etc.) are also increasingly used.
A big and important task facing the workers of the dairy industry is the solution of the problem of the complex use of raw materials (milk) and, above all, the best use of skim milk, buttermilk and whey.
The integrated use of all the constituent parts of milk, and, consequently, the rational use of secondary raw materials, is now considered as the main direction of the development of the dairy industry. This is explained by two main factors: milk and dairy products are becoming increasingly important in the nutrition of the population, therefore, the use of secondary raw materials makes it possible to accordingly expand the use of milk and its components; efficient processing of skim milk, buttermilk and whey increases the economic efficiency of the dairy industry.
Buttermilk is characterized by a large amount of phospholipids that enter it along with the shells of fat globules. The content of phospholipids in buttermilk is 5 times higher than their content in milk. The main phospholipid, lecithin, is known to be involved in important metabolic processes. Buttermilk is rich in polyunsaturated fatty acids (vitamin F). This vitamin promotes the elimination of cholesterol from the body, converting it into readily soluble compounds. In addition, vitamins A, D, H, choline and group B are found in buttermilk in almost the same quantities as in milk.
A small amount of fat-soluble vitamins remains in the serum. Water-soluble vitamins are almost completely transferred from milk to whey. Vitamin A content ranges from 22-110 mg / kg; E -: 227-315; Bj-263-315; B2- 1107-1389; choline-140-160 mg / kg. Whey proteins are high in lysine, aspartic and glutamic acids, leucine and isoleucine. More than half of the total number of amino acids is irreplaceable. Free amino acids are also found in milk whey, and in larger quantities than in milk.
In this regard, research institutes and production innovators have developed a wide range of dairy products from skim milk, buttermilk and whey.
The book offered to the reader, published for the first time, will help dairy industry workers to more widely introduce new whole milk products into production.
UDC: 637.14
Reprinted by the decision of the Editorial and Publishing Council of the Kemerovo Technological Institute of the Food Industry
Reviewers:
Head of production control
laboratories of JSC Kemerovomolprom E.V. Sinetskaya
Professor of the Department "Commodity Science
and examination of food products "
Kemerovo Institute RGTEU, Doctor of Technical Sciences O.A. Ryazanov
I.V. Buyanova. Technology of whole milk products: Textbook / Kemerovo Technological Institute of Food Industry.- Kemerovo, 2004. - 116 p.
ISBN 5-89289-230-I
The manual is intended for the theoretical training of students of all forms of education in the discipline "Technology of milk and dairy products", section - "Technology of whole milk products".
The characteristics of the current state of the industry and the main directions for the processing of raw materials into whole milk products are given. The technological features of the production of whole milk products, the requirements for raw materials, production schemes and the influence of modes on the formation of the organoleptic properties of products are considered.
Theoretical and scientific concepts on the biochemical and microbiological foundations of the production of fermented milk products, their range, dietary and medicinal properties are given. Provides data on the composition and properties, nutritional value of whole milk products and ice cream. The technological schemes of production, their hardware design are considered.
Bible. name - 5, tab. - 7, ill. - eleven .
ISBN 5-89289-230-I
Kemerovo Technological Institute
food industry, 2004
Introduction
Brief description of the whole milk industry.
The goals and objectives of the technology.
The whole milk industry is designed to produce and provide the urban population with daily dairy products. The assortment includes a large number of different types of drinking milk, dietary fermented milk drinks, sour cream, cottage cheese and curd products, ice cream. The products are produced by dairy factories, city dairy factories or workshops at dairy, cheese-making, milk-canning factories. The production capacity of a dairy plant is determined by the population's demand for whole milk products. It depends on the population size and consumption rates recommended by the Academy of Medical Sciences of the Russian Federation.
Currently, there are about 1,150 enterprises of the whole-milk industry operating in the country, with a total capacity of 250 thousand tons of milk processing per shift. The average capacity of a whole-milk enterprise in Russia is 34 tons of milk per shift. These are mainly medium-sized factories. About 14% of whole milk products are produced at agricultural enterprises and about 6% of the total output - at small enterprises. Some of the largest enterprises in the dairy industry in Russia are: OJSC Lianozovsky Dairy Plant, OJSC Tsaritsyn Dairy Plant, OJSC Ostankino Dairy Plant, OJSC St. Petersburg Dairy Plant No. 1 Petmoloko, etc.
Over the past decade, the industry has gained experience of working in a market economy, in which there are positive shifts in the direction of growth in production. So, since 2001, the increase in production annually in Russia is 9-11%. The rate of industrial development largely depends on the state of the raw material base. Milk production in all categories of farms, since 2001, has stabilized and the increase in procured milk amounted to 1.8% per year. About 32.9 million tons of milk per year are currently supplied to the market for processing. Milk volumes are increased due to an increase in milk yield with a decrease in the number of cows. The main reason for the decline in production in the period from 1991 to 2000. was a decrease in the volume of raw materials, due to a decrease in the number of cows and a decrease in their productivity. At present, in the conditions of the market, many enterprises process the available raw materials as much as possible, use them rationally, produce competitive products with improved quality and presentation, and a longer shelf life.
In this regard, the priority direction in improving the technology and range of products is the creation of products of increased nutritional and biological value, therapeutic and prophylactic purposes, with increased stability during storage.
In the structure of whole milk products, milk and sour milk drinks, acidophilic drinks, fermented baked milk, yogurt, yogurt, sour cream, cottage cheese and cottage cheese products (especially sweet cottage cheese) are in high demand. Preference is given to products of domestic manufacturers. The leader in this market segment is the domestic company Wimm-Bill-Dann. The production of yoghurt, curd mass, "Miracle-curd" and others by this manufacturer is a strong competition to foreign manufacturers. The supply of imported products to the Russian market has now decreased by 35%. The rating of domestic products has risen not only due to high-quality and varied products, but also taking into account practical, beautiful packaging, convenient for the consumer. New forms of packaging are evaluated to a greater extent from the standpoint of the impact on health, harmlessness, practicality of use, improvement of the shape or appearance of the finished product. As a result of innovations, packaging for the finished product has become more varied and practical. This has given rise to market segmentation, initiating, for example, the creation of youth-oriented packaging.
The share of prepackaged dairy products using modern packaging materials increased for milk and drinks from 56% in 1990 to 75% at present, for sour cream - from 14 to 60%, cottage cheese and curd products - from 45% to 65%.
In addition to traditional dairy products, dairy products will be created in the 21st century in accordance with new trends in nutritional science, in particular, functional (healthy) nutrition. Currently, in the market conditions in food production, such functional components as dietary fiber, vitamins, minerals, polyunsaturated fats, antioxidants, trace elements, and bifidobacteria are most widely used.
In line with this concept, the new product range will include:
· Products from skim milk, buttermilk, whey, enriched with food additives;
· Modified products with replacement of individual components of milk with vegetable (fermented milk products, processed cheeses, cheese and cream pastes;
· Products with protective factors (vitamins, multivitamin premixes, bifidobacteria);
· Products for vegetarians (soy milk, fermented drinks, cottage cheese, low-fat products, pastes);
· Products with new consumer properties (cheese spreads, desserts, whipped cream, sauces, etc.).
The production of dairy products, both of the classic series and of the new generation, is based on knowledge of biotechnology, microbiology, and the laws of scientific knowledge. So, technology Is the science of the processes of processing a natural product into a consumer product.
Technology objects. The technology deals with the study of changes in the composition and properties of raw materials at various stages of its processing, depending on the processing mode, technological processes.
Object the degree of use of raw materials or the cost of raw materials for the production of finished products is determined. Technology studies the speed and direction of the flow of technological processes.
Technology challenges: improving the quality of products, reducing the consumption of raw materials and materials for the production of finished products, creating conditions for the transition to mechanized and automated production, improving working conditions, creating new products due to the development of science and technology.
General questions in product technology
The study of the technology of any product begins with an assessment of the quality of raw materials, specific requirements for it as a raw material for the production of dairy products. Each of them is produced according to the technological scheme.
Scheme - a set of technological processes, given in a certain sequence with an indication of technological modes, aimed at obtaining a particular product from raw materials. The scheme always includes: preparatory, main and final operations. The preparatory ones include mechanical and thermal processing of milk (for example, purification, homogenization, pasteurization, etc.). The main operations in the technological scheme are associated with the direct production of the product (for example, fermentation, processing of the curd, cooling, pressing, etc.). The final stages are the last stages of milk processing and consist in the packaging and storage of the finished product.
An objective assessment of the composition and properties of traditional and new types of products is given in accordance with the standard. Currently, 105 standards (79 interstate, 26 state standards) of the Russian Federation are in force for dairy products, of which 3 are GOSTs for terms and definitions, 22 are GOSTs for products, 80 are GOSTs for control methods.
The release of products is carried out in the presence of regulatory documentation, which includes:
Technological instruction;
Technical conditions (TU, the composition and properties of the product are indicated);
Rates of consumption of raw materials and losses;
Storage conditions, shelf life;
Product defects, causes and remedies;
Technochemical and microbiological control;
The assortment of whole milk products includes up to 350 items, taking into account the same types, but with different content of fat, protein, fillers, and different heat treatment modes. Whole milk products include 12 groups, incl. drinking milk and cream - 16 items (taking into account the norms of the mass fraction of fat – 49), milk and cream drinks - 20 names, sour cream - 7 (15), kefir - 10 (20), curdled milk - 10 (16), sour milk drinks - 37 (62), acidophilus - 5 (7), buttermilk drinks - 20, whey drinks - 25, cottage cheese - 16 (36), cottage cheese spreads - 10 (24), albumin cakes - 7, cottage cheese cakes, masses, creams, cakes, cottage cheese cakes, dumplings - 42 (84) names.
Range
At present, there are more than 30 types of names of pasteurized milk and dairy drinks, differing in the mass fraction of fat, dry substances, in the method of heat treatment, in the type of fillers and food additives introduced. The renewal of the assortment goes along the path of reducing the mass fraction of fat, increasing the nutritional and biological value, and increasing the shelf life. The introduction of enriching raw materials of plant origin into the milk base allows to increase the mass fraction of protein, vitamins, macro- and microelements, dietary fiber. The main assortment of drinking milk is presented in Table 1. According to the main indicators, the product must comply with the requirements of GOST R 52090-2003 "Drinking milk".
Table 1
Main types of drinking milk and milk drinks
Continuation of Table 1
Requirements for raw materials in the production of drinking
Pasteurized milk
For the manufacture of drinking pasteurized milk from natural milk, cow's milk is used not lower than the second grade according to GOST R 52054. For the production of a product from normalized milk, skim milk is also used, cream with a mass fraction of fat not more than 30%, acidity not more than 17.5 ° T ; buttermilk of sweet butter with an acidity of not more than 17 ° T, a density of not less than 1024 kg / m 3. To obtain reconstituted or recombined milk, dry products are used, which are controlled by composition and quality: premium whole milk powder, spray-dried skimmed milk powder, dry cream. In terms of safety indicators, raw materials must comply with the requirements of SanPiN 2.3.2.1078. Raw materials are controlled before use in terms of composition and quality and are accepted in accordance with the requirements of current standards. To maintain the high quality of milk taken, it is important to monitor its temperature, which should not exceed 10 ° C. The processing of raw milk must be carried out intensively in order to shorten the storage time of raw milk at the enterprise. It is allowed to store it chilled to 4 ° C for 12 hours and cooled to 6 ° C for 6 hours.
General technology
Despite the variety of types of drinking milk, production at dairy factories mainly consists of the same technological operations. The technology for the production of drinking pasteurized milk is carried out according to a single scheme using the same equipment.
Milk drinks
At the moment, in accordance with the basic concepts in the field of healthy nutrition, the directions for the creation of new types of dairy products, in particular, expanding the range of drinking milk, remain relevant. According to this, new types of milk drinks of low calorie content and increased nutritional value are being developed, as well as enriched with vitamins, macro- and microelements, and vegetable proteins. Within the framework of this direction, a whole group of milk products is distinguished.

products - beverages, in the manufacture of which various ingredients (additives) are added to milk that perform a functional role. Certain types of milk drinks can improve physiological processes in the body (pasteurized milk with β-carotene preparations, fortified milk, enriched with iodine, fluorine, multivitamin premixes 730/4, H33053, with vegetable juices, etc.). In the Russian market, it is very important to produce competitive dairy products with high taste and guaranteed shelf life.
Reconstituted milk. For an even supply of the urban population with drinking milk throughout the year, in the winter-spring period, dairy industry enterprises produce a product from reconstituted milk, the raw material for which is skimmed milk powder or whole milk.
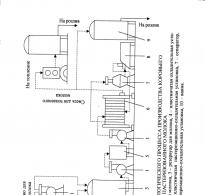
![]() When producing pasteurized milk from dry milk products, preparation is carried out as follows: first, the amount of milk powder for recovery and the mass of water for dissolving milk powder are calculated. Dissolution is carried out in warm water with a temperature of 38-42 0 C. Dissolved milk is sent for cleaning from large undissolved lumps through a metal sieve with holes no more than 3 mm in diameter. Then, after cooling, it is sent to a holding container for 3-4 hours, in which there is a more complete dissolution and swelling of milk powder particles. To facilitate dissolution and create a continuous process, enterprises use special installations for the recovery of milk VSM-10. The scheme of the installation is shown in Fig. 2. The composition of the obtained milk is checked and, if necessary, it is normalized by fat. To improve the quality of the finished product, it is recommended to add natural milk to reconstituted milk. Further steps in the production of reconstituted milk are similar to the production of pasteurized milk.
When producing pasteurized milk from dry milk products, preparation is carried out as follows: first, the amount of milk powder for recovery and the mass of water for dissolving milk powder are calculated. Dissolution is carried out in warm water with a temperature of 38-42 0 C. Dissolved milk is sent for cleaning from large undissolved lumps through a metal sieve with holes no more than 3 mm in diameter. Then, after cooling, it is sent to a holding container for 3-4 hours, in which there is a more complete dissolution and swelling of milk powder particles. To facilitate dissolution and create a continuous process, enterprises use special installations for the recovery of milk VSM-10. The scheme of the installation is shown in Fig. 2. The composition of the obtained milk is checked and, if necessary, it is normalized by fat. To improve the quality of the finished product, it is recommended to add natural milk to reconstituted milk. Further steps in the production of reconstituted milk are similar to the production of pasteurized milk.
 |
|||||
 |
![]()
| |
|||||||
| |
|||||||
 |
|||||||
| |
|||||||
Fig2. Installation diagram for dissolving milk powder VSM-10
Baked milk. Produced from normalized milk, subjected to long exposure at high temperatures, close to 100 0 C. This high-temperature treatment gives a specific flavor of boiling milk and a creamy color. For the production of baked milk with a mass fraction of 4 and 6% fat, only whole milk of at least grade I and cream is used. Baked non-fat milk is produced from skim milk with an acidity of not more than 19 0 T. The mixture obtained during normalization is pasteurized at a temperature of 70-85 0 C in a plate pasteurizer and sent to homogenization. Then, in a tubular pasteurizer or in a long-term pasteurization bath (VDP), milk is heated to 95-99 0 С and kept for 3-4 hours in universal tanks. Every hour the milk is stirred for 2-3 minutes. High temperatures significantly change the constituents of milk. Milk sugar interacts with protein amino acids. As a result, melanoidins are formed, which give the milk a brown tint. There is also a change in amino acids with the formation of sulfhydryl groups of protein substances, which give the product a specific taste and smell of baked milk.
After aging, the milk is cooled to a temperature of 40 0 C in the same container, and then to 4-6 0 C on a cooler. From the intermediate tank, baked milk is sent for packaging in small containers.
Protein milk. This milk is produced with a high content of dry fat-free substances, which increase its nutritional value. To increase the content of solids, and in particular protein, dry whole or skim milk is added to whole or skim milk, and it is also possible to use condensed skim milk. The mixture is normalized according to two parameters: fat and dry matter. The calculation of the number of components of the normalized mixture is carried out according to the recipes. Dry types of milk raw materials are preliminarily dissolved in a heated (38-45 0 С) small amount of milk. Then the mixture is filtered and added with stirring to the main part of the standardized milk, before pasteurization. Further technological operations for the production of protein milk are similar to pasteurized milk. The organoleptic properties are the same as for pasteurized milk. Mass fraction of protein in the product is 4.3%.
Milk "Volzhskoe". Produced from normalized pasteurized milk with the addition of a protein-carbohydrate base. The dry protein-carbohydrate base is dissolved in water heated to a temperature of 35 ± 3 0 C, to a dry matter content of 11 ± 1%. Its density is 1032 kg / m 3. The amount of water for dissolving the dry base is calculated by the formula. The protein-carbohydrate base is added to the normalized mixture before pasteurization. Calculation of components for milk "Volzhskoe" is carried out according to recipes. The mass fraction of lactose is reduced to 2.0%.
Milk drinks
Dairy drinks are made from milk and its constituents with the addition of food additives, fruits, vegetables and their processing products.
Fortified milk drink. The production technology is carried out according to the general scheme of technological processes for the production of pasteurized milk with the following conditions for the implementation of some technological processes. The original milk should have an acidity of not more than 18 0 T, since the addition of ascorbic acid or other vitamins increases the acidity of the product. Ascorbic acid is added to milk after pasteurization (in order to reduce the loss of vitamin C) in the amount of 210 g per 1 ton. Multivitamin premixes 730/4, Н33053 in the amount of 750 and 450 g per 1 ton of product. The preparation of ß-carotene "Cyclocar", "Veteron" in the amount of 250 g per 1 ton. Vitamin preparations are introduced in the form of an aqueous solution into cooled pasteurized milk, slowly, with constant stirring. After adding, stirring is continued for another 15-20 minutes and kept for 30-40 minutes to obtain a homogeneous product. Packaged in small containers of 0.25 and 0.5 liters.
Milk drink with coffee. The technological process for the production of milk with cocoa and coffee is similar to the production of pasteurized milk, but includes an additional technological operation for the preparation and addition of additives. The required amount of raw materials for the production of each drink is determined according to the recipe. The fillers are added to the fat-normalized mixture.
Production technology . Sugar is preliminarily dissolved in a standardized mixture warmed up to 60-65 0 С, adding one or two parts of standardized milk to one part of sugar. The filtered sugar solution is added to the normalized mixture.
Cocoa powder is added in the form of syrup. For its preparation, an equal part of granulated sugar is added to the sifted cocoa powder, the mass is thoroughly mixed until the components are evenly distributed and three parts of milk heated to 60-65 0 C are added to it. After thorough stirring, the mixture is pasteurized at 85-90 0 С with an exposure time of 30 minutes. Then filtered and combined with a sweet normalized mixture.
The cocoa powder in the beverage can form a sediment layer at the bottom of the container. To eliminate this disadvantage, agar is added to milk in the form of a 5% or 10% solution at the rate of 1 kg of stabilizer per 1 ton of product. Agar increases the viscosity of the product, making it difficult for the cocoa particles to settle. Hot agar is introduced into milk at a temperature of 60-65 0 С, everything is thoroughly mixed.
When milk is produced with coffee, a water extract is prepared from the entire amount of filler - coffee extract. To do this, one part of coffee powder is mixed with three parts of hot water and the mixture is boiled for 5 minutes. Then it is kept for 30 minutes, filtered and introduced into a sweet normalized mixture. Sugar is added to milk, the temperature of which is 40-45 0 С.
After thorough mixing, a mixture of milk, sugar, cocoa or coffee is sent to pasteurization. Since the mixture contains an increased amount of dry substances due to the added fillers, the pasteurization temperature is increased to 85 0 С, without holding. The product is packed in small containers of 0.25 and 0.5 liters.
Shkolny milk drink with carrot juice. It is produced from normalized milk with the addition of carrot juice concentrate or microbiological carotene and ascorbic acid. The calculated mass of the components is introduced into the milk in the flow through the injector on the milk pipeline, before homogenization. In the absence of an injector, biologically active additives are added to the total volume of standardized milk with continuous stirring and sent to homogenization. Homogenization is carried out at a pressure of 15 ± 3 MPa and a temperature of 45-55 0 C. An aqueous solution of ascorbic acid is introduced into the cooled pasteurized mixture with continuous stirring for 5-15 minutes, then the mixture is left alone for 5-15 minutes. After that, the mixture is sent to filling. Calculation of raw materials is carried out according to the recipe.
Range
Depending on the applied heat treatment modes, the following types of product are distinguished: sterilized milk, UHT milk - processed.
Ultra-high temperature processing is carried out before filling the product
at temperatures above 135 ° C with exposure up to 10 s. The sterilized product was subjected to heat treatment at temperatures above 100 ° C and aging, providing a product that meets the requirements of industrial sterility. According to the existing classification (GOST R 52090-2003 "Drinking milk"), the following types of sterilized milk are produced, differing in the mass fraction of fat:
Classic - 3.5%, 3.2% fat, with a mass fraction of dry matter 11.8 -11.5%;
Low fat - 2.5%, 1.5% fat, with a mass fraction of dry matter 10.9 -10.0%.
For baby food, sterilized fortified milk of 3.2% fat is produced.
Requirements for raw materials in the production of sterilized milk
The production of sterilized milk largely depends on the quality of the raw materials, which are subject to increased demands.
It should be heat-resistant, with minimal mechanical and bacterial contamination. Only the highest and first grade milk is sent for sterilization, with an acidity of not more than 18 0 T. According to microbiological indicators, a test for reductase is determined, which is carried out at least once every 5 days. At the same time, the content of spores in 1 ml should not exceed 100 and milk is assessed not lower than the first class. For normalization, use cream, acidity not higher than 22 ° T and skim milk, acidity not higher than 19 ° T.
When assessing the suitability of milk for sterilization, the following analysis methods are used: alcohol test with 72-75% ethyl alcohol; a calcium test with the addition of calcium salts and a thermal test, heating milk to 130 0 С with exposure for 20-60 minutes. In this case, milk proteins should not coagulate.
Since the quality of milk in terms of heat resistance is rather low (about 50% of milk taken is not heat-resistant), there are ways to increase its resistance to heating. So, the introduction of one of the stabilizing salts such as: potassium phosphate, sodium phosphate, potassium citrate, sodium citrate in the amount of 0.01-0.03% of the milk weight, increase its heat resistance to III or II group in alcohol test. As a result, the salt equilibrium of milk is shifted towards the monovalent ions K + and Na +, which increase the resistance of casein micelles to the action of heating. It is recommended to add a solution of stabilizing salts to raw or pasteurized milk before sterilization.
Pasteurized cream
Organoleptic characteristics: the cream should have a clean, sweetish taste, with a pleasant pasteurization aftertaste. The consistency is homogeneous, moderately viscous, without protein flakes and stray lumps of fat. Color - white with a cream shade. Physicochemical indicators: acidity for low-fat cream - from 17 to 19 ° T, for low-fat cream - from 16.5 to 18.5 ° T, for classic - from 15.5 to 17.5 ° T; mass fraction of protein - from 3.0% to 2.6% in low-fat to classic cream. Microbiological indicators - in accordance with the requirements for pasteurized milk. Product packaging in small containers - with a capacity of 0.2; 0.25; 0.5; 1 liter in bottles and paper bags, as well as in shipping containers - flasks and tanks.
Technological process consists of a number of operations:
Acceptance and preparation of raw materials (milk, cream);
Normalization;
Homogenization;
Pasteurization and cooling;
Filling, packaging;
Storage.
A feature of the production of this product is the use of increased modes of heat treatment, since milk fat has a protective effect on microorganisms. So, cream of 10, 15, 17% fat content is pasteurized at 80-82 0 С, with an exposure time of 15-20 s. Cream with a fat mass fraction of 20, 25, 30, 32, 35% fat is pasteurized at a temperature of 87 ± 2 ° C with an exposure time of 15-30 s.
Homogenization for the production of drinking cream is a mandatory operation and is carried out before pasteurization. For high-fat cream of 35% fat content, the homogenization pressure is reduced from 10-15 MPa (for all types of drinking cream) to 5-7.5 MPa. Storage of pasteurized cream is carried out at a temperature not exceeding 6 0 С for 36 hours. The final product temperature is set in the storage chamber by air cooling.
In addition to using natural, fresh cream, it is possible to produce pasteurized cream from dry or plastic cream. This approach to the selection of raw materials is especially relevant in the off-season. Calculation of raw materials is carried out according to recipes.
Sterilized cream
In the shops for the production of sterilized milk, sterilized cream of 10% fat and 25% fat is produced.
Sterilized cream has the following characteristics: taste and smell - clean, with a pronounced taste of pasteurization, consistency - homogeneous, without lumps of fat and protein flakes, color - uniform white with a creamy tint. In terms of physical and chemical indicators, the products must meet the requirements: for one - the mass fraction of fat is not less than 10%, the acidity is not more than 19 0 T and for the other, the mass fraction of fat is not less than 25% and the acidity is not more than 17 0 T.
Fresh normalized cream and whole cow's milk of at least grade I, which have passed the heat resistance test, are used as raw materials. In the off-season period, dry milk products are used as raw milk - whole milk powder, skimmed milk, cream powder. Thermal stability for alcohol test should not be lower than the second group. It is allowed to use stabilizing salts. In terms of safety indicators, raw materials must comply with the requirements of SanPiN 2.3.2.1078.
The technological process is carried out according to the same scheme as for sterilized milk obtained according to a one- or two-stage sterilization scheme. In accordance with the production scheme, the cream is subjected to a two-stage homogenization, then pre-sterilization. After filling into bottles or other containers, airtight sealing, secondary sterilization of the cream in the container is carried out. Cooling is carried out in stages with the final temperature of the product 20 0 C, at which further storage is carried out in the storage chambers.
Creamy drinks
To expand the range and increase the nutritional value, various flavors and aromas are added to the cream: sugar, cocoa, coffee, fruit and berry fillers. Creamy drinks with sugar, cocoa, coffee have become widespread. For their production, cream is used with a fat mass fraction of not more than 20%. The amount of raw milk and fillers is determined according to the corresponding recipe for creamy drinks.
The production process is similar to the production of pasteurized milk with fillings. The mixture prepared according to the recipe is carefully remixed and pasteurized at 85-87 0 C. At the same temperature it is homogenized at a pressure of 9.8 - 11 MPa and cooled to 4-6 0 C. Creamy drinks are poured into glass, plastic bottles or paper bags. Shelf life is no more than 12 hours at a temperature of 6 0 C.
Whipped cream
This product is made from cream containing at least 35% fat. Manufactured in the following way. Sugar - sand is dissolved in normalized cream warmed up to a temperature of 30-40 0 С (ratio 1: 1). By windows
When sugar is completely dissolved, the mixture is filtered and added to the original normalized cream. Cocoa powder is added to the cream in the form of a syrup, which
cooked with normalized cream at a temperature of 60-70 0 С with the addition of sugar. The resulting mixture is filtered and pasteurized at a temperature of 85-90 0 C with exposure for 30 minutes. The finished syrup is added to the original normalized cream at a temperature of 50-60 0 С.
Chocolate syrup can also be added to the matured cream, sugar and stabilizer mixture before whipping. For this, after pasteurization, the chocolate syrup is cooled to a temperature of 3-6 0 C. Agar is used as a stabilizer.
Cream with fillers is pasteurized at 85-87 0 С with exposure for 5 minutes. Then it is homogenized at a pressure of 7.5 - 8.8 MPa and cooled to 3-5 0 C. At this temperature, the mixture matures for 14-16 hours, then it is whipped at 3-5 0 C on whipping machines. The overrun of the finished product should be 80-100%. Cream is packaged in small containers made of polymeric materials or paper bags weighing 50 and 100 g.
Range
In the assortment of this group of dairy products, the following types of fermented milk drinks are distinguished: kefir (fatty, Tallinn, low-fat), yogurt (Mechnikovskaya, ordinary, acidophilic, Yuzhnaya), varenets, fermented baked milk, acidophilic drinks (acidophilus, acidophilic milk, acidophilic yeast milk, acidolact ), yoghurts, drinks with bifidoflora, drinks "Kolomensky", "Moskovsky", "Russian", etc.
All of them differ in the composition of the starter cultures, and therefore in the temperatures of fermentation and fermentation. Sour-milk drinks are divided into two groups by the nature of fermentation:
Drinks obtained as a result of lactic acid fermentation only;
Drinks obtained as a result of mixed fermentation: lactic acid and alcoholic (kefir, kumis).
Fermented milk drinks are obtained by fermentation of prepared milk, followed by ripening of the resulting clot (for kefir, kumis). All types of drinks are subdivided by the mass fraction of fat into the following subgroups: high-fat (7.2-9.5%), fatty (4.7-7%), classic (2.7-4.5%), low-fat (from 1.2 to 2.5%) and low-fat products (0.3; 0.5; 1.0%). Mass
the share of dry matter in fatty drinks is 11.7% and for non-fatty products - 8.1%.
Fermented milk drinks enriched with fruit and berry fillers, with the addition of sugar and milk powder have higher values of dry matter from 12.7 to 18.5%.
General technology
Despite the variety of types of fermented milk drinks, all of them are produced according to the general technological scheme. The technological scheme includes the following operations for milk processing: preparation of milk for fermentation (cleaning, normalization of the mixture, pasteurization, homogenization, cooling